
为什么选择锦锋科技
.png)
.png)
.png)
.png)
产品中心
专业提供液位传感器、马达驱动IC、ADC/DAC及电流传感器等核心元器件
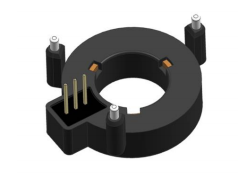
20毫升每分钟的光电微流量计RLL2518G白酒打酒机流量计
光电流量计原理/PrincipleofPhotoelectric Flowmeter
通过检测叶轮转动,输出每次叶轮经过检测点的脉冲,计数脉冲数可以得到当前流过传感器的流量 By detecting t...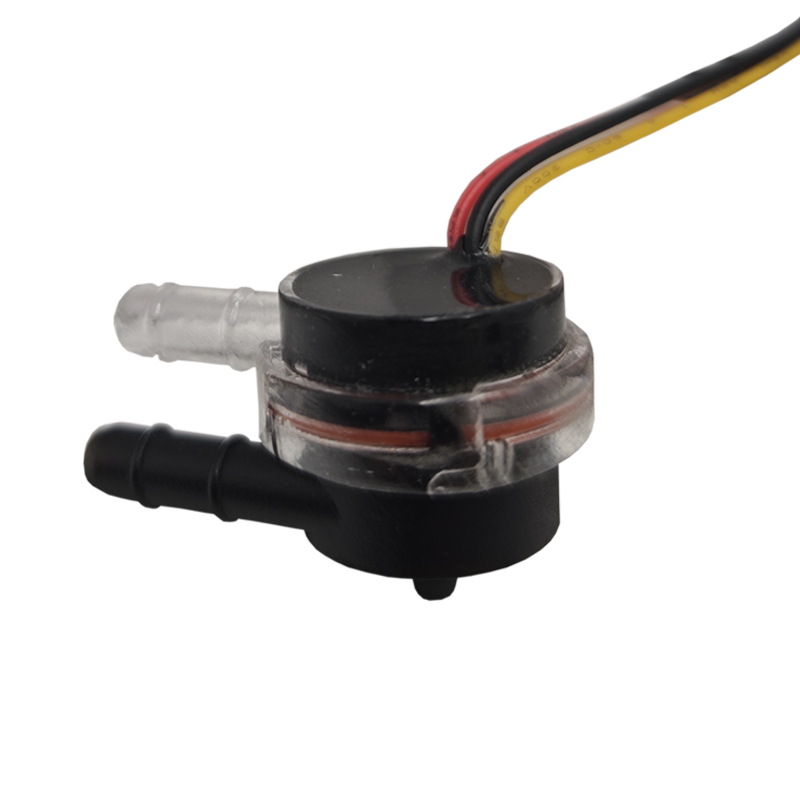
RLT3025激光液位传感器 扫地机器人 植保无人机 智能家居
RLT3025激光液位传感器 激光液位传感器原理 / Working Principle of Laser Level Sensor 激光液位传感器利用TOF(Time of Flight,飞行时间)激光传感器...

RLG1224Q1A工业级光电液位传感器国产替代SST
RLG1224Q1A工业级光电液位传感器 应用邻域 / Application 1. 广泛应用于工业过程中得各种液体液位测量 (水箱、油箱、化学液体等) Widely used for measur...

RLG1022H1A工业级光电液位传感器兼容替代GEMS捷迈ELS-1100FLG、SST、霍尼韦尔
原理及优势/ Principle and Advantages 1. 光学式液体传感器的原理 传感器利用光电效应和光的棱镜的折射效应进行检测容器内是否有液体的存在,当容器内有液体时,传感器的红外发光源发出的光照...

RLG1234Q1A工业级光电液位传感器兼容替代捷迈ELS-950 SST LLC710D
应用邻域 水箱、油箱、化学液体等 水族设备 液位控制设备 漏液保护设备 缺液保护设备 带水箱的产品 产品特性 无机械运动结构...

SNK10486 高速高精度可编程线性霍尔传感器集成电路
SNK10486 高速高精度可编程线性霍尔传感器集成电路 1.特点与优势 单电源电压为3.3 伏或 5 伏。 终点可编程传感器 用户可选择的内部或外部参考电压 ...

新闻中心
实时更新公司动态与行业资讯,分享技术创新与应用实践,为客户提供有价值的市场信息
在现代电子与电气工程领域,电流的精确测量、实时监测与精准控制,是保障各类电子系统、电力设备安全稳定、高效运行的核心前提。霍尔电流传感器基于霍尔效应研发而成,作为一种高精度电流检测装置,它突破了传...
2026-4-3 15:08:07
3-27
2026
在新能源汽车、充电桩、储能设备等高端电力电子领域,电流传感器作为核心检测器件,决定着系统运行的精度、稳定性与安全性...
3-20
2026
随着新能源汽车产业的持续升温,汽车电机控制系统的精准度与稳定性,决定着车辆动力性能、能耗效率及行驶安全的关键。莱姆...
3-13
2026
电池包系统中,电流存在充电和放电两种工况,因此电流传感器需精准反馈电流的方向与大小,这就要求传感器使用时需明确电流...
3-6
2026
在新能源汽车、充电桩、储能设备等领域,电流检测的精度、稳定性与安全性决定着设备运行效率与使用安全。莱姆CAB 50...
2-24
2026
在工业自动化、电机驱动、新能源汽车等对电流检测精度与稳定性要求严苛的领域,电流传感器作为核心检测器件,决定着系统控...




